Bài 8 (Kết nối tri thức): Gia công cơ khí bằng tay
A. Lý thuyết Công nghệ 8 Bài 8: Gia công cơ khí bằng tay
I. Dụng cụ gia công cơ khí cầm tay
1. Dụng cụ gia công
– Dụng cụ cơ khí cầm tay là những dụng cụ thường có kích thước nhỏ gọn, dễ cầm nắm.
– Chúng thường được sử dụng trong các hộ gia đình và các xưởng gia công sản xuất hoặc sửa chữa các vật dụng liên quan đến cơ khí.
– Dụng cụ gia công cơ khí cầm tay bao gồm: dụng cụ lấy dấu, búa, đục, cưa, dũa,…
2. Dụng cụ đo và kiểm tra
a) Thước lá
– Thước thường được chế tạo bằng thép hợp kim, ít giãn nở nhiệt và không gỉ.
– Thước lá thường có chiều dày từ 0,9 đến 1,5 mm, chiều rộng từ 10 đến 25 mm, chiều dài từ 150 đến 1.000 mm. Trên thước có các vạch cách nhau 1 mm.
– Thước lá dùng để đo độ dài của chi tiết hoặc xác định kích thước của sản phẩm (Hình 8.3).

b) Thước cặp
– Thước cặp được chế tạo bằng hợp kim không gỉ
– Có độ chính xác cao (từ 0,02 đến 0,1 mm), cấu tạo của thước được trình bày trong Hình 8.4.
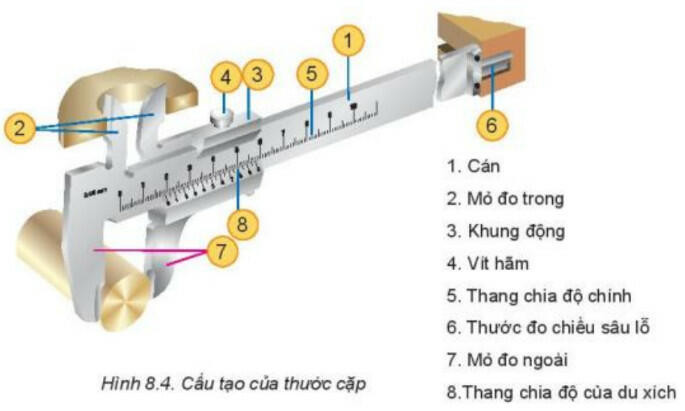
– Thước cặp dùng để đo đường kính trong, đường kính ngoài và chiều sâu lỗ,… với những kích thước không lớn lắm.
II. Một số phương pháp gia công cơ khí bằng tay
1. Vạch dấu
a) Khái niệm
Vạch dấu là xác định ranh giới giữa chi tiết cần gia công với phần lượng dư hoặc xác định vị trí tương quan các bề mặt.
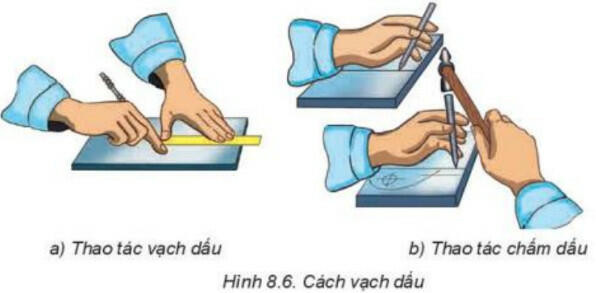
b) Kĩ thuật vạch dấu
– Chuẩn bị phôi và dụng cụ cần thiết.
– Bôi phấn màu lên bề mặt của phôi.
– Dùng dụng cụ đo và mũi vạch, mũi đột để lấy dấu lên phôi.
c) An toàn khi vạch dấu
– Không dùng búa có cán bị nứt.
– Vật cần vạch dấu được cố định chắc chắn.
– Cầm mũi đột, búa chắc chắn, đánh búa đúng đầu mũi đột.
2. Cắt kim loại bằng cưa tay
a) Khái niệm
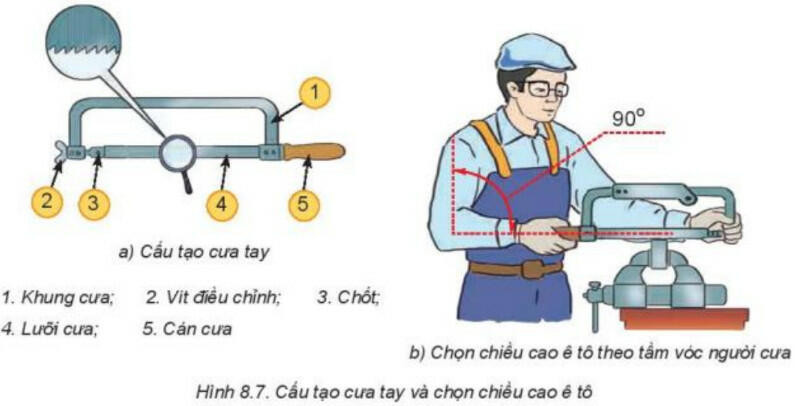
Cắt kim loại bằng cưa tay (Hình 8.7a) là một dạng gia công thô, dùng lực tác động làm cho lưỡi cưa chuyển động qua lại để cắt vật liệu.
b) Kĩ thuật cưa
– Chuẩn bị:
+ Lắp lưỡi cưa vào khung cưa sao cho các răng của lưỡi cưa hướng ra khỏi phía cán cưa.
+ Lấy dấu trên phôi cần cưa.
+ Chọn ê tô theo tầm vóc của người và gá chặt phôi lên ê tô (Hình 8.7b).
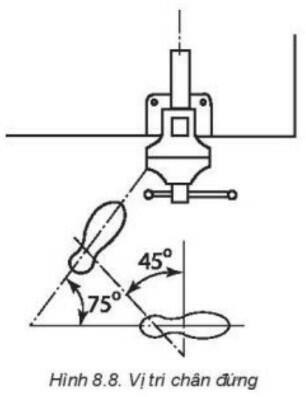
– Tư thế đứng và thao tác cưa: Yêu cầu người cưa đứng thẳng, thoải mái, khối lượng cơ thể phân bố đều lên hai chân, vị trí chân đứng so với bàn kẹp ê tô được thể hiện trong Hình 8.8.
– Cầm cưa: Tay thuận nắm cán cưa, tay còn lại nắm đầu kia của khung cưa.
– Thao tác: Kết hợp 2 tay và cơ thể để đầy và kéo cưa. Khi đẩy thi ấn lưỡi cưa và đầy chậm để tạo lực cắt, khi kéo cưa về, tay thuận rút cưa về nhanh hơn lúc đầy, tay còn lại không ấn, quá trình lặp đi lặp lại như vậy cho đến khi kết thúc.
c) An toàn khi cưa
– Sử dụng bảo hộ an toàn lao động khi cưa.
– Kẹp chặt phôi.
– Lưỡi cưa căng vừa phải, dùng cưa đảm bảo kĩ thuật.
– Khi cưa gần đứt phải đầy cưa nhẹ hơn và đỡ vật tránh rơi vào chân.
– Không dùng tay gạt mạt cưa hoặc thổi vào mạch cưa vì mạt cưa dễ bắn vào mắt.
3. Đục kim loại
a) Khái niệm
Đục kim loại là bước gia công thô, thường được sử dụng khi lượng dư gia công lớn hơn 0,5 mm.
b) Cấu tạo của đục
– Cấu tạo chung của đục gồm ba phần: đầu đục, thân đục và phần lưỡi cắt.
– Đục được làm bằng thép có độ cứng cao, lưỡi cắt của đục có thể thẳng hoặc cong.
c) Kĩ thuật đục
– Cầm đục và búa:
+ Tay thuận cầm búa, tay còn lại cầm đục.
+ Khi cầm đục và cầm búa, các ngón tay cầm chặt vừa phải để dễ điều chỉnh.
– Tư thế đục (Hình 8.10):
+ Tư thế, vị trí đứng đục, cách chọn chiều cao bàn ê tô giống như ở phần cưa.
+ Chú ý: Nên chọn vị trí đứng sao cho lực đánh búa vuông góc với má kẹp ê tô.
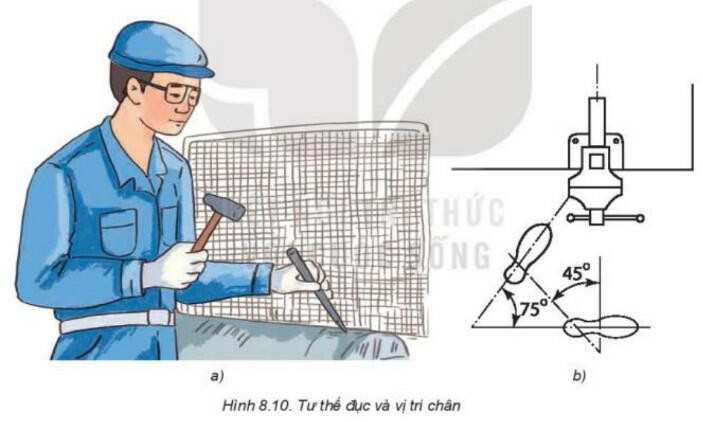
– Đánh búa:
+ Bắt đầu đục: Để lưỡi đục sát vào mép phôi, cách mặt trên của vậttừ 0,5 đến 1 mm. Đánh búa nhẹ nhàng để cho đục bám vào vật khoảng 0,5 mm. Nâng đục sao cho đục nghiêng so với mặt phẳng nằm ngang một góc 30 đến 35 độ. Sau đó đánh búa mạnh và đều.
+ Khi chặt đứt, cần đục vuông góc với mặt phẳng nằm ngang.
+ Kết thúc đục: Khi đục gần đứt phải giảm dần lực đánh búa.
d) An toàn khi đục
– Sử dụng bảo hộ an toàn lao động khi đục.
– Dùng búa và đục đảm bảo kĩ thuật.
– Kẹp chặt phôi vào ê tô.
– Phải có lưới chắn phoi ở phía đối diện với người đục.
– Cầm đục, búa chắc chắn, đánh búa đúng đầu đục.
4. Dũa kim loại
a) Khái niệm
– Dũa để làm mòn chi tiết đến kích thước mong muốn hoặc dũa dùng để tạo độ nhẵn, phẳng trên các bề mặt nhỏ.
– Tuỳ theo các bề mặt cần gia công mà chọn các loại dũa phù hợp.
b) Kĩ thuật dũa
– Chuẩn bị:
+ Chọn ê tô và tư thế đứng dũa giống như tư thế đứng cưa.
+ Kẹp chặt phôi vừa phải sao cho mặt phẳng cần dũa cách mặt ê tô từ 10 đến 20 mm đối với các vật mềm, cần lót tôn mỏng hoặc gỗ ở má ê tô để tránh bị xước vật.
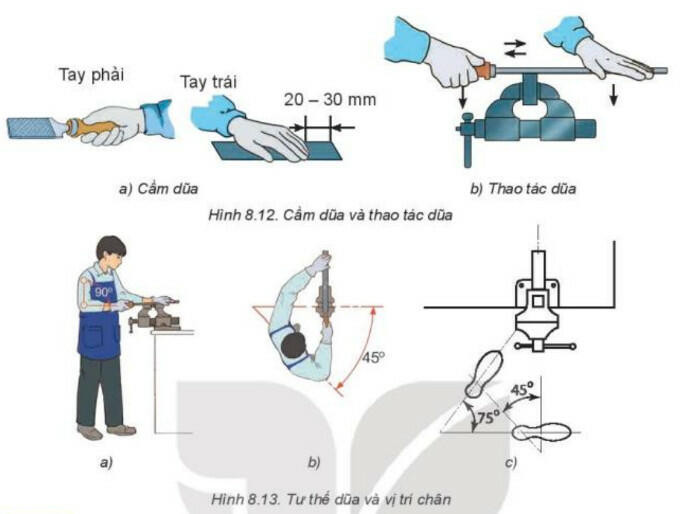
– Cầm dũa và thao tác dũa (Hình 8.12):
+ Tay thuận cầm cán dũa hơi ngửa lòng bàn tay, tay còn lại đặt úp hắn lên đầu dũa (Hình 8.12a).
+ Khi dũa phải thực hiện hai chuyển động: một là đầy dũa tạo lực cắt, khi đó hai tay ấn xuống, điều khiển lực ấn của hai tay cho dũa được thăng bằng; hai là khi kéo dũa về không cần cắt, kéo nhanh và nhẹ nhàng (Hình 8.12b).
– Tư thế dũa (Hình 8.13): Tư thế dũa và vị trí đứng tương tự như phần cưa được mô tả trong Hình 8.13.
c) An toàn khi dũa
– Sử dụng bảo hộ an toàn lao động khi dũa.
– Bàn nguội phải chắc chắn, phôi dũa phải được kẹp đủ chặt.
– Sử dụng dũa đảm bảo yêu cầu kĩ thuật.
– Không dùng miệng thổi phoi, tránh phoi bắn vào mắt
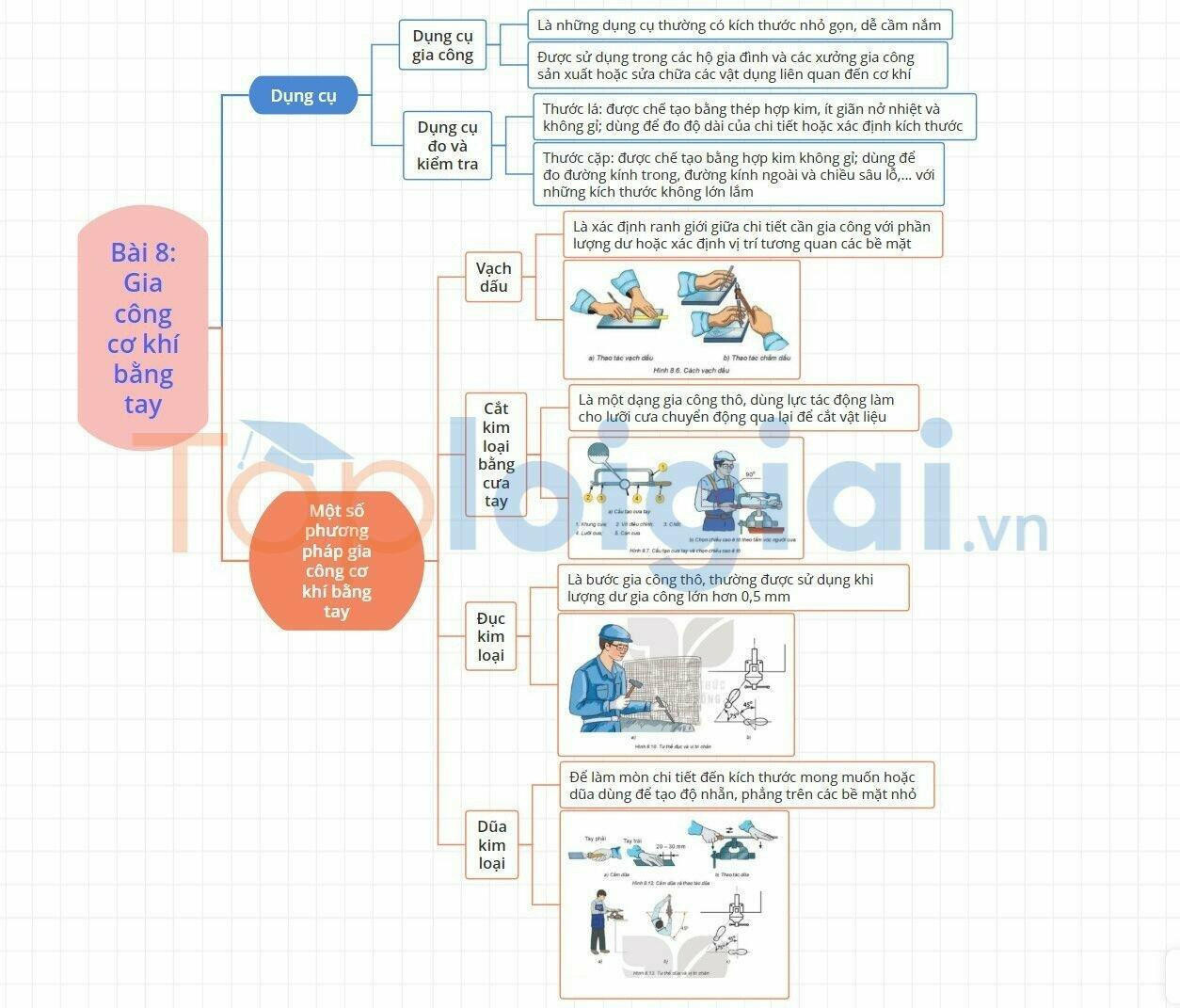
Sơ đồ tư duy Gia công cơ khí bằng tay
B. 10 câu trắc nghiệm Công nghệ 8 Bài 8: Gia công cơ khí bằng tay
Đang cập nhật …